WSTĘP
W tym studium przypadku opisano nowo wybudowaną jednostkę HVO (uwodornienia oleju roślinnego), ze szczególnym uwzględnieniem rozwiązań analityki procesowej wykorzystywanych do monitorowania i optymalizacji produkcji. Zakład, zbudowany przez wiodącą firmę petrochemiczną z Europy Środkowej, produkuje 300 000 ton biodiesla lub biopaliwa lotniczego rocznie. Całkowity koszt inwestycji szacuje się na około 140 milionów euro.
PROCES
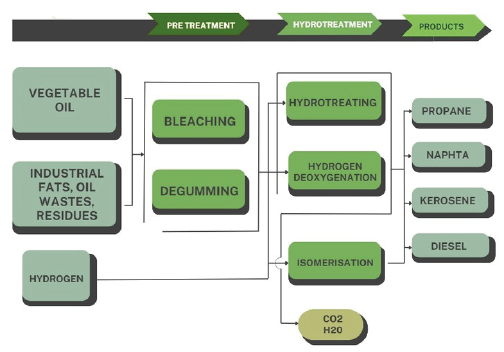
Hydrorafinowany olej roślinny (HVO) to wysokiej jakości biopaliwo drugiej generacji, które jest coraz częściej stosowane ze względu na jego zalety w zakresie zrównoważonego rozwoju i wydajności w porównaniu z konwencjonalnym biodieslem. HVO można stosować bezpośrednio w silnikach Diesla bez żadnych modyfikacji, oferując skuteczne rozwiązanie w celu zmniejszenia emisji CO2. Proces produkcji obejmuje następujące kroki:
Wstępna obróbka
Oleje roślinne i tłuszcze zwierzęce poddawane są wstępnej obróbce w celu usunięcia zanieczyszczeń, takich jak fosfor, metale i ciała stałe.
Hydrorafinacja
Oleje są poddawane działaniu wysokiego ciśnienia i temperatury w obecności wodoru. Wodór nasyca podwójne wiązania w kwasach tłuszczowych i usuwa tlen w postaci wody, co skutkuje biopaliwem przypominającym parafinę, które bardzo przypomina konwencjonalny olej napędowy.
Izomeryzacja
Następnie węglowodory parafinowe są izomeryzowane w celu poprawy właściwości płynięcia paliwa w niskich temperaturach, co czyni je odpowiednim do stosowania w chłodniejszym klimacie.
Destylacja i oczyszczanie
Końcowy produkt HVO jest destylowany i oczyszczany w celu spełnienia specyfikacji wymaganych dla paliw transportowych.
KLUCZOWE TECHNOLOGIE ANALITYCZNE
Aby zapewnić jakość i bezpieczeństwo procesu produkcji HVO, zastosowano cztery zaawansowane analizatory: dwa chromatografy gazowe Maxum II, jeden analizator TOC Biotectoran- i jeden analizator siarki SOLA iQ. Urządzenia te odgrywają kluczową rolę w monitorowaniu parametrów procesu, wykrywaniu zanieczyszczeń i optymalizacji warunków produkcji.
Chromatograf gazowy 1 (Maxum II)
Mierzy wodór (H2), tlenek węgla (CO), dwutlenek węgla (CO2), siarkowodór (H2S) i węglowodory w gazie procesowym. Umieszczony w centralnej jednostce technologicznej zapewnia wydajną i bezpieczną reakcję uwodornienia.
Chromatograf gazowy 2 (Maxum II)
Analizuje gaz używany w procesie regeneracji amin. Mierzy węglowodory (C1-C6) i ślady siarkowodoru (H2S). Próbka gazu jest transportowana do analizatora za pomocą 67-metrowej izolowanej cieplnie linii pokrytej SilcoNert®. Zapewnia to precyzyjną analizę przy jednoczesnym spełnieniu rygorystycznych wymagań dotyczących temperatury i ciśnienia.

Biotector
Monitoruje całkowitą zawartość węgla organicznego (TOC) w próbkach kondensatu z wymienników ciepła. Dzięki zastosowaniu technologii utleniania ozonem Biotector dostarcza dokładnych i wiarygodnych danych na temat poziomu zanieczyszczeń organicznych, chroniąc w ten sposób rury kondensatu przed wyciekami węglowodorów. Informacje te są niezbędne do utrzymania wydajności procesu produkcyjnego i zapewnienia bezpieczeństwa środowiska.

SOLA iQ
Wykorzystuje detekcję pulsacyjnej fluorescencji UV (PUVF) do dokładnego pomiaru poziomu siarki w HVO. Zawartość siarki w końcowym produkcie HVO jest kluczowym parametrem jakości, ponieważ zanieczyszczenia siarką mogą zmniejszyć wydajność paliwową i zwiększyć emisję. Ten analizator jest ostatnim etapem kontroli jakości produkowanego paliwa.

WYZWANIA W PRODUKCJI HVO
Produkcja HVO wiąże się z wieloma wyzwaniami, które wymagają bieżącej kontroli. Niektóre gazy procesowe są niebezpieczne i wymagają stosowania ścisłych środków bezpieczeństwa.
OTOCZENIE DZIAŁANIA
Chromatografy gazowe Maxum II, działające w strefach zagrożonych wybuchem, są umieszczone w przeciwwybuchowych, przedmuchanych obudowach Exp i wyposażone w mechanizmy automatycznego wyłączania, aby zapewnić bezpieczeństwo w razie awarii. Wszystkie używane urządzenia mają odpowiednią ochronę przeciwwybuchową.
JAKOŚĆ PRÓBKI
Ważne jest, aby zapewnić utrzymanie prawidłowych parametrów próbki, takich jak temperatura, ciśnienie i przepływ. Gwarantują to odpowiednio zaprojektowane układy kondycjonowania próbek, dedykowane konkretnym pomiarom i analizatorom. Ponadto filtry, regulatory ciśnienia i regulatory temperatury zapewniają, że próbki analizowane przez analizatory są wolne od cząstek stałych, kropelek oleju i innych zanieczyszczeń, które mogłyby wpłynąć na dokładność pomiarów. Dodatkowe innowacyjne zastosowanie mini-modułowych komponentów znacznie zmniejszyło rozmiar układów.
ZANIECZYSZCZENIA
Wodór stosowany w procesie technologicznym nie może zawierać żadnych zanieczyszczeń. Ze względu na fakt, że pomiar zawartości siarki i siarkowodoru w wodorze jest szczególnie trudny, powierzchnie kontaktu układu z gazem zostały pokryte specjalną powłoką SilcoNert® w celu zmniejszenia adhezji, absorpcji lub adsorpcji związków siarki.
Na koniec należy pamiętać, że złożona natura procesu hydrorafinacji wymaga ciągłego monitorowania parametrów produkcji. Dlatego systemy analityczne zostały wyposażone w inteligentne czujniki pomiarowe, które zostały podłączone do unikalnego systemu monitorowania instalacji Bricks’n’Cloud (B’n’C). Dane przesyłane z czujników i dane przesyłane przez analizatory do aplikacji B’n’C są rejestrowane i kategoryzowane jako:
alarmy wymagające natychmiastowego działania
ostrzeżenia wymagające działania w celu zapobiegania przyszłym awariom
Baza danych pojawiających się zdarzeń w instalacji umożliwia zapewnienie bezpiecznego prowadzenie procesu produkcyjnego bez awarii.
Projekt HVO jest wielkim sukcesem inżynieryjnym, który został osiągnięty dzięki właściwemu doborowi analizatorów i urządzeń w układach kondycjonowania oraz zastosowaniu unikalnego systemu monitorowania i predykcji B’n’C.

Zainteresowany Współpracą? Zadzwoń do Nas, z Chęcią Pomożemy!
© Gas Sample 2024